 写真1.FabLabにある電子工作ツール
写真1.FabLabにある電子工作ツール
FabLabの推奨機材の中に「電子工作ツール」とありますが、これはレーザー加工機や3Dプリンタのような最近のディジタル・ファブリケーション・ツールではなく、電子回路を製作するための基本ツールを指しています。具体的には、ハンダごて、ニッパー、ラジオペンチ、ピンセットなどの工具、テスター、オシロスコープ、ファンクション・ジェネレータなどの測定器、また実体顕微鏡、電源装置などです(写真1)。
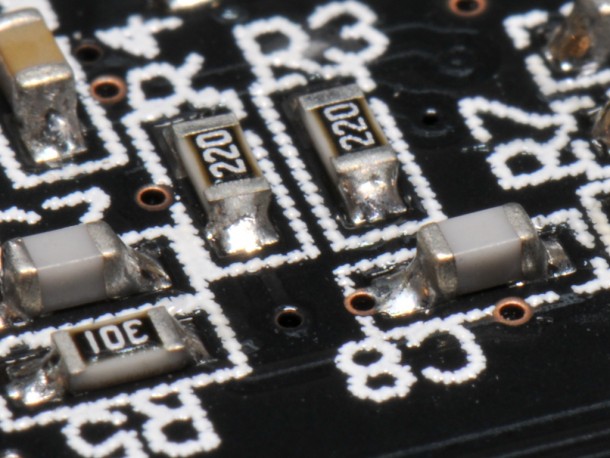 写真2.表面実装部品の例
写真2.表面実装部品の例
このうち、測定器はディジタル化が進んだことで、正しい操作方法と正しいプロービング方法を学べば、基本的に誰でも同じ測定結果を得ることが出来ます。一方、ハンドツールは個人の技量に左右されるため、必要な加工精度、実装結果を得るためにはある程度の訓練が必要となります。特に技量が要されるのは、やはりハンダ付けで、最近は部品の小型化が進み、表面実装部品(SMD: Surface Mount Device)と呼ばれる端子が部品の端面と一体になったものが増えています(写真2)。
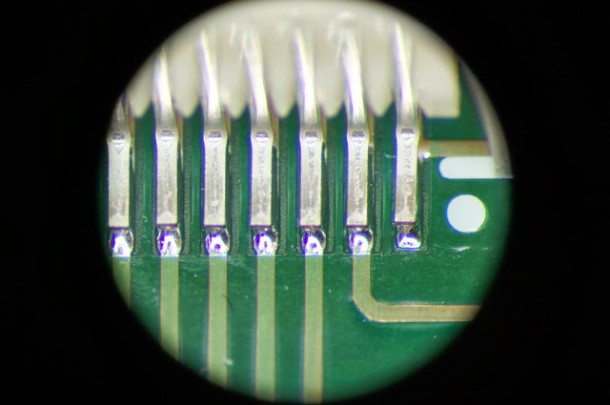 写真3.実体顕微鏡下でのハンダ付け例
写真3.実体顕微鏡下でのハンダ付け例
これら小型な部品を使用できると、より小型の装置を開発することができるようになりますが、その分高い精度のハンダ付けが要求されます。場合によっては実体顕微鏡下でのハンダ付けなども必要となります(写真3)。そこで今回は、ハンダ付け作業の基本手法のおさらいと、最近のハンダごての紹介を行いたいと思います。
1.3箇所を同時に加熱する
ハンダ付けは「ハンダ」という合金を熱で融かして、接触している金属同士を接合するものです。ハンダは特定の温度を超えると融解し、温度が下がると再び固まります。従って、ハンダはもとより、接合対象の金属表面(基板表面と部品端子部)も加熱し、ハンダが流れるまで融解温度を維持する必要があります。ハンダゴテ1本で、このハンダ、基板(パッド)、部品の3つを同時に加熱することが最初のポイントです(写真4)。ハンダがうまく融けない、広がらない原因の多くは、この3点のいづれかにこて先がきちんと接触していないことです。
作業の手順は、
1.基板に部品を載せる
2.ハンダごてを基板(パッド)と部品の端子に当てて加熱を始める
3.糸ハンダを当てる
4.ハンダが融けるまで待つ
5.ハンダがパッド、部品端子に十分広がったら糸ハンダを離す
6.ハンダごてを離す
7.ハンダが固まるのを待つ
の順です。
ただし、写真4のようなチップ部品の場合は、部品が動いてしまわないように、ピンセットで抑えながら行うか、一方のパッドに予めハンダを載せておくという方法があります。また、後で述べる小手先の形状を部品やパッドの形状に合わせて選定し、ハンダごてとの接触面積を増やす必要があります。
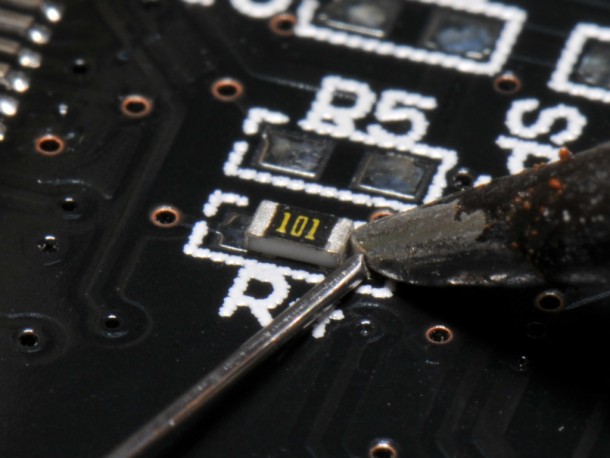 写真4.ハンダ、基板、部品の3つを同時に加熱している様子
写真4.ハンダ、基板、部品の3つを同時に加熱している様子
2.加熱時間は最小限にする
次に気を付けるべき点は、ハンダの酸化を考慮することです。ハンダは加熱を続けると、空気に触れている表面から酸化が進み、表面に酸化膜が形成されます。酸化膜は光沢が無いので、目視で確認できます。ハンダ、基板、部品が十分に加熱されていると、ハンダは表面に沿って流れて行きます。このハンダの流れ易さ(親和性)をハンダの「濡れ性」と言いますが、酸化膜がこの濡れ性を悪くします。ハンダがうまく流れ込まないと、基板と部品がしっかり接合されず、部品がすぐに外れたり、動作不良の原因となります。酸化膜を作らないようにする最も簡単な方法は、加熱時間を最小限にすることです。
加熱時間は、ハンダ付けする面積(必要なハンダの供給量)、基板と部品の熱容量、基板と部品の表面の状態、ハンダの種類などから決まります。基板と部品表面の状態については、一般的な銅箔基板と電子部品を使用する場合にはほとんど差異はありません。従って、少し練習すれば、すぐに感覚を掴めます。ハンダ付けする面積が広いと、ハンダが行き渡る時間が掛かるため、その分加熱時間を長くする必要があります。端子の大きな部品は面積が広いことが判りやすいのですが、端子の長い部品、あるいはケーブル端のように金属が繊維状になっていて表面積の広い部材は、一見そんなに広く見えないので注意が必要です。加熱時間はハンダの供給量だけでなく、熱容量にも影響されます。加熱対象の熱容量が大きいと、なかなか暖まらなくなるためです。熱容量は面積に比例して大きくなりますが、銅箔の厚み、部品の端子部の容積の他、ベタ(塗りつぶし)パターンの形状や、他の銅箔層との接続状況などにも影響されます。具体的には、GNDプレーン(電源のマイナス側)は一般的に非常に熱容量が大きいものが多く、ハンダ付けの時間が長くなる典型です。
3.ハンダゴテの小手先は、対象の面積、熱容量に応じて交換する
対策は、可能な限りハンダゴテの小手先の熱容量を大きくすることです(写真5)。小手先の熱容量が、対象の熱容量よりも十分大きければ、加熱時間を最小限にできます。ただし、熱容量が大きい小手先は、通常太くなるため、他の部品や端子が密集した所では使用できない場合があります。その場合は細い小手先を使うことになり、作業の難易度が高くなります。従って、出来る限り太い小手先を選択することが3つ目のポイントです。
 写真5.様々な太さ、形状のこて先
写真5.様々な太さ、形状のこて先
また、そもそも酸素が無ければハンダは酸化しません。装置が高価なため、家庭でのハンダ付けではまだあまり一般的ではありませんが、窒素ガスを用いるN2ハンダゴテ(写真6)やN2リフロー炉などがあります。N2ハンダゴテは、ハンダゴテの先端から窒素ガスを噴き出し、ハンダ表面の酸素濃度を低くするものです。この場合はピンポイントでガスを供給するので、流量が少なく、窒素ガス発生器で対応可能となります。一方、N2リフローの場合は基板を囲む空間全体を窒素ガスに置換するため、小型の窒素ガス発生器では流量が足りなくなり、大型の発生器かガスボンベが必要となります。またN2ハンダゴテの場合は、ヒーターで加熱されたガスが小手先周辺から噴き出すことで、小手先の熱容量を間接的に引き上げる効果もあります。つまり、細い小手先でも太い小手先のような熱容量を得ることができ、ハンダ付けし易くなります。
 写真6.N2ハンダごての例(白光 FX-780, 791, 951, FM-2026)
写真6.N2ハンダごての例(白光 FX-780, 791, 951, FM-2026)
4.部品に影響のない場合は、できるだけ多くのフラックスを使用する
ハンダの濡れ性を良くする方法として、フラックスを使用する方法があります。フラックスは、写真7のような刷付きのビンに入ったものが一般的で、これをハンダ付けする前に、基板のパッドや、部品の端子に直接塗布するとハンダの濡れ性が向上します。フラックスはハンダごての熱により、すぐに蒸発してしまうため加熱し過ぎた場合は一旦冷えてから、再度新しいフラックスを塗布します。
ただし、フラックスはハンダ表面を覆うことで、酸化膜の発生を防いでいますが、金属を腐食させることでもハンダの濡れ性を高めています。このため、ハンダ付け後にフラックスが残っていると、基板や部品を痛める原因となります。また吸湿性があり、マイグレーション(化学反応で金属結晶が成長する現象)による配線のショートを引き起こします。従って、ハンダ付け後はエタノールやIPA等で基板を洗浄する必要があります。また、スイッチ、コネクタ、リレーなど、接点のある部品では、フラックスが接点に付くと絶縁膜となり、接点不良の原因になるので注意が必要です。接点に直接塗らなくても、ハンダ付け中に加熱された端子などを伝わって接点まで到達することがあります。このため、電機メーカによってはこれらの部品のハンダ付けではフラックスの使用を禁止している場合があります。
 写真7.フラックスの例(サンハヤトHB-20F)
写真7.フラックスの例(サンハヤトHB-20F)
5.特に理由がなければ鉛入りハンダを使用する
これも特にハンダ付け経験の無い人が間違うことの一つですが、鉛の入っていないハンダ、いわゆる鉛フリーハンダは、鉛入りハンダに比べ、性能は圧倒的に低いです。性能と一言で言っても、様々な評価軸がありますが、濡れ性を中心とした「ハンダ付けのし易さ」もその一つです。他にも、接合強度、金属腐食性、ウィスカ発生率、マイグレーション耐性なども鉛入りハンダの方が性能が高く、価格も安価です。にも関わらず、鉛フリーハンダが普及して来ているのは、それほど鉛が危険であるからということではなく、かなり政治的な側面があります。鉛フリー化が加速したのは、2006年7月にEUで始まったRoHS指令の影響が大きく、これはEU諸国が輸入する製品に含まれる有害物質を規制するものです。鉛の他に、水銀、カドミウム、六価クロムなどの含有量が規制されています。確かに四アルキル鉛のような有機鉛化合物は毒性が高いと考えられますが、ハンダに使用される無機鉛を、他の六価クロムやカドミウムなどと同レベルで規制することは疑問視されています。
ただし、ハンダメーカやハンダごてなどの機器メーカは、高価な銀を使用せずに高い濡れ性を得られる鉛フリーハンダや、銅食われの起こりにくい鉛フリー向けハンダごてなどの開発を進めており、今後鉛フリーハンダでも十分に各種性能が得られるようになる可能性はあります。しかし、現在はまだ開発途上のため、特に理由がなければ鉛入りハンダを使用することをお勧めします。特に初めてハンダ付けを教える教育現場で、「なんとなく危なそう」という感覚のみで、難しい鉛入りハンダを使って、苦手意識を生むことは避けるべきです。また、ハンダのヒューム対策は鉛入りハンダに限らず、鉛フリーでも行う必要があります。ハンダ付け用の吸煙器はパソコンケースなどに取り付ける小型のFANを使って自作することもできますが、ハンダ付けを行うところからFANまでの距離が離れていると、十分にヒュームを吸ってくれません。このため、換気扇のような大型のFANを使用する方が流量がある上に、静かでお勧めです(写真8)。
 写真8.ハンダ吸煙器の例(白光420)
写真8.ハンダ吸煙器の例(白光420)
以上をまとめると、下記のようになります。
- ハンダ、基板、部品の3つを同時に加熱する
- 加熱時間は最小限にする
- ハンダゴテの小手先は、対象の面積、熱容量に応じて交換する
- 部品に影響のない場合は、できるだけ多くのフラックスを使用する
- 特に理由がなければ鉛入りハンダを使用する
また、ハンダ付けについてより詳しく学びたい場合は、ハンダごてのメーカーの一つである、白光株式会社の開催している講習会がお勧めです。
すすたわり(FPGA-CAFE/ファブラボつくば)